-
UW_09
UW IX_tiles C-6-pr03-2 Z
UW IX_tiles C-9-pr01-2
UW IX_tiles C-6-pr03-2
UW IX_tiles C-9-pr05-2
-
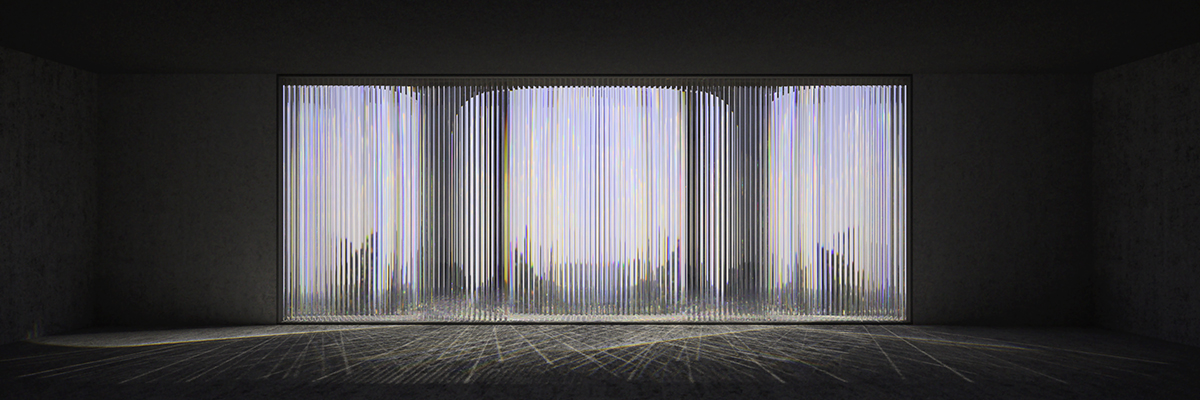
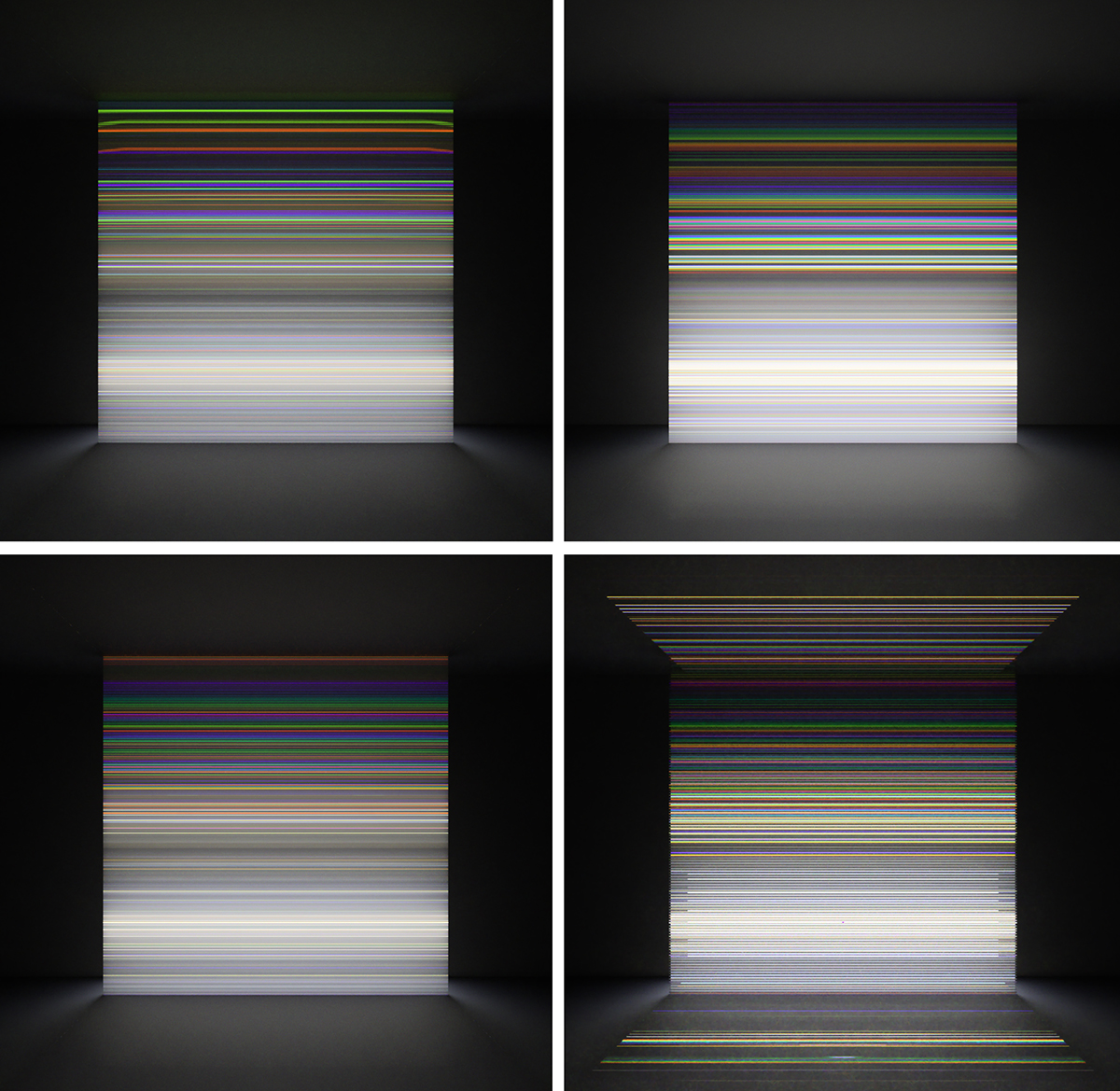
UW_08 Progressive Distribution
h-rot-180h1-2-90h-4-A-142
UW-VIII-Anim01_A-ROT180H1 L2-4-01
h-rot-180h-1-3-OVERCAST
h-rot-180h1-2-90h-4-OVERCAST
h-rot-180h-1-3-SUNNY
v rotv 1 3 NUAGEUX
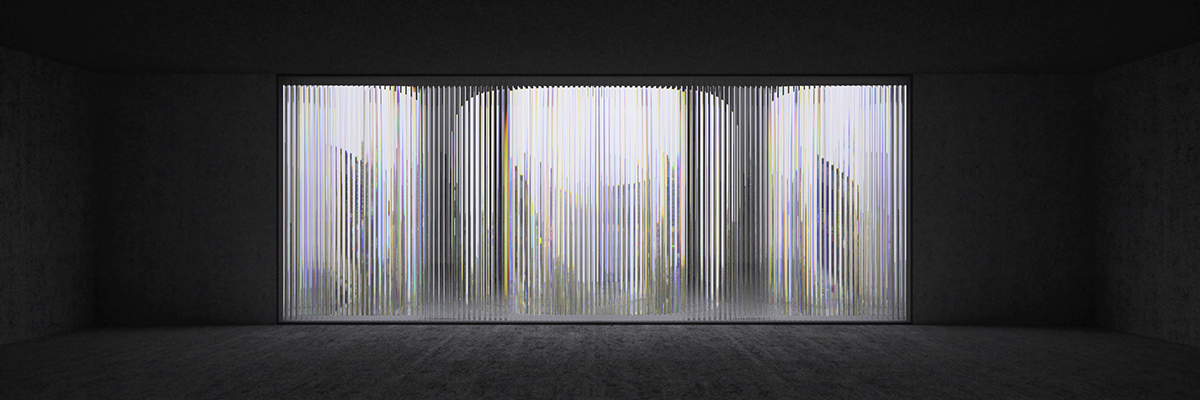
v-rotv-1-3-OVERCAST
-
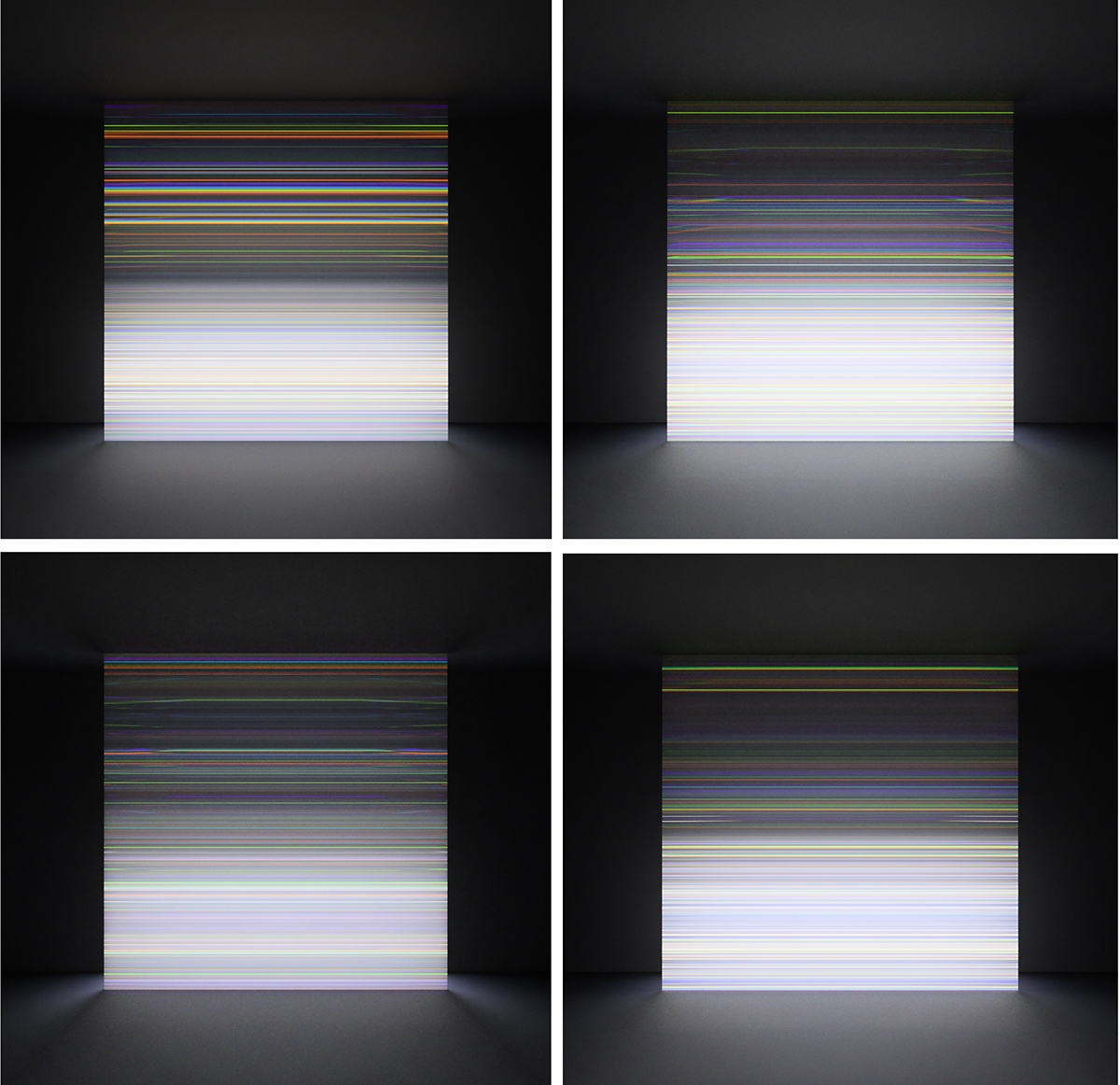
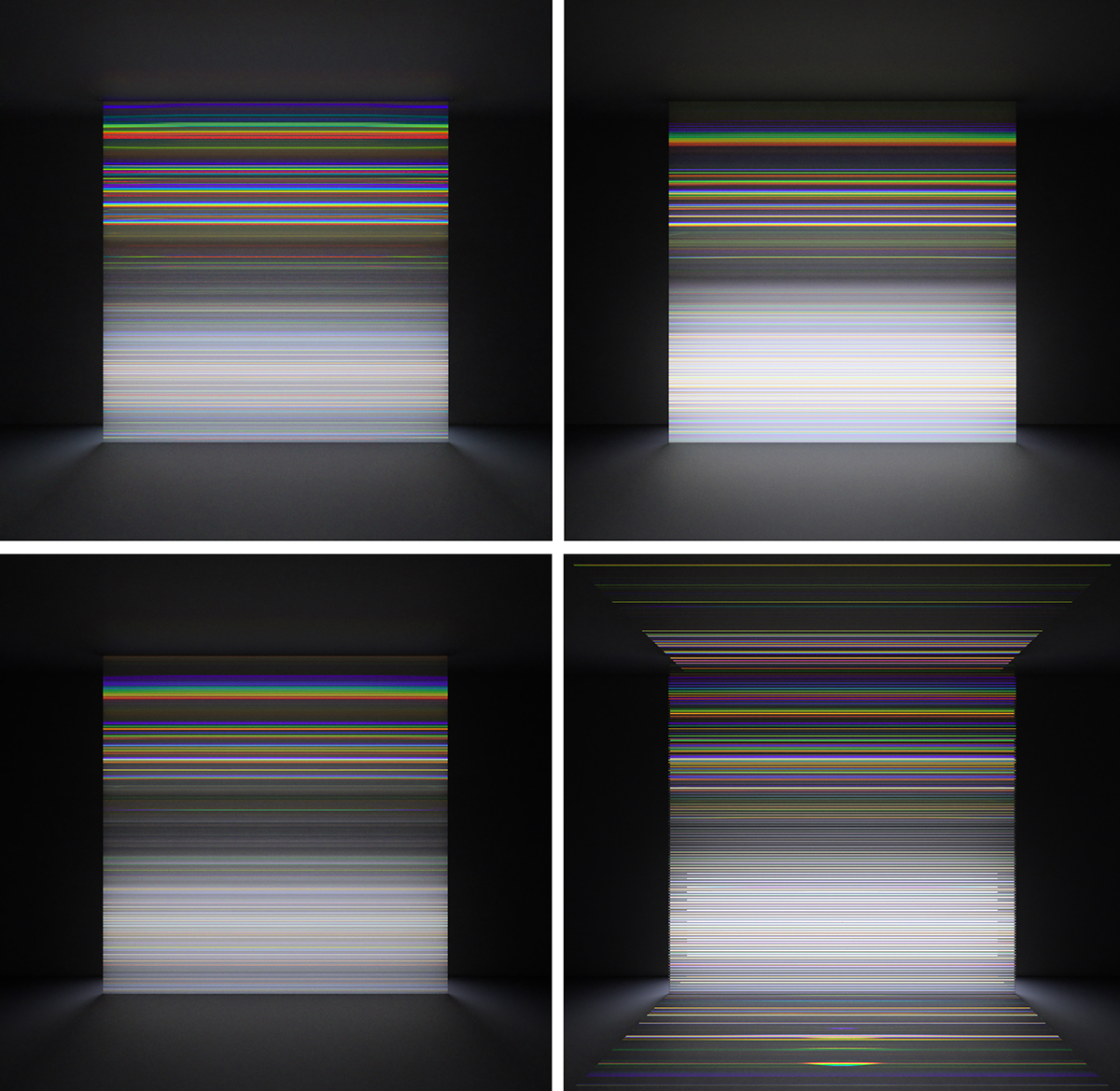
UW_07 Random Distribution
_GLRD_GL_large pane V8 Prism V2 ANIM
UW VII – Anim 02
UW-VII-Anim01_B-rand 12 H-02
with tree
pR-RAND-H1-3-4-NUAGEUX-TREE
pR-RAND-H1-3-4-SUNNY-
UW-VII-Anim03_C-vert rand34-01
pR-RAND-V1-3-4-NUAGEUX-
-
UW_06
UW_06 Version 2
UW_06 Version 1
PR L2V S60 sq123 50sq
PR L2V S50 sq1234
PR L2V S40 sq1234
-
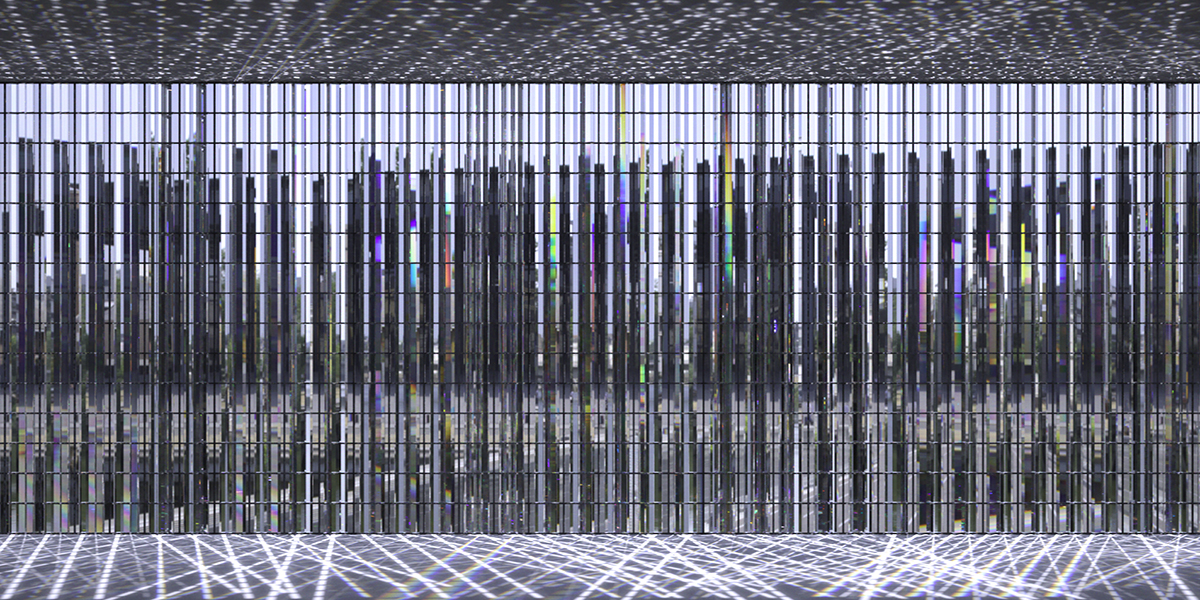
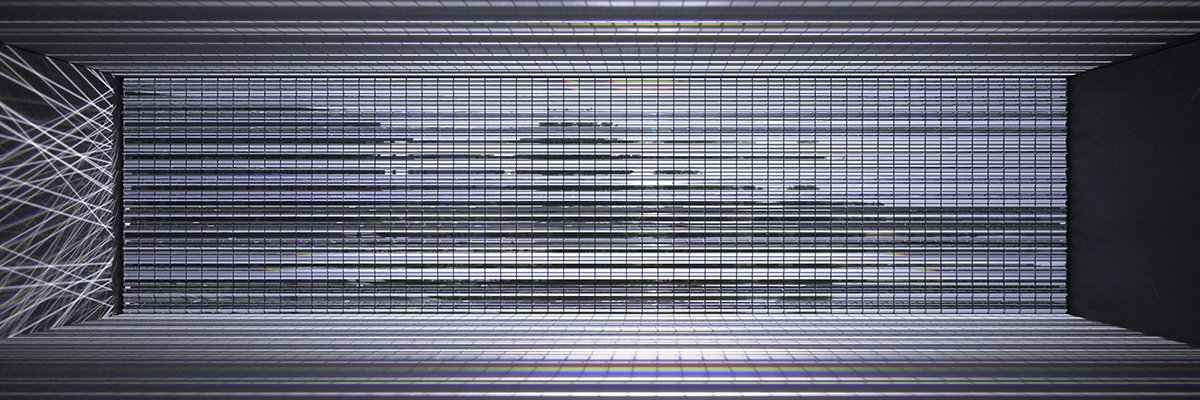
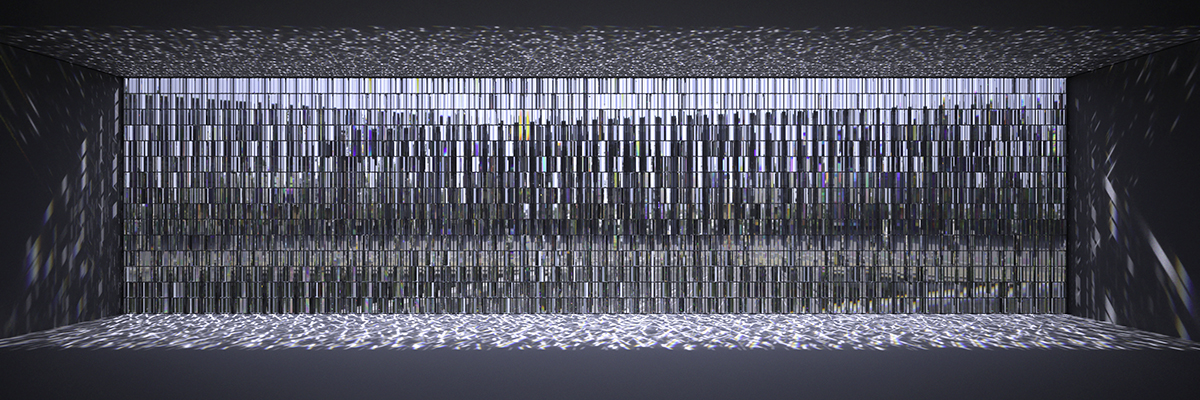
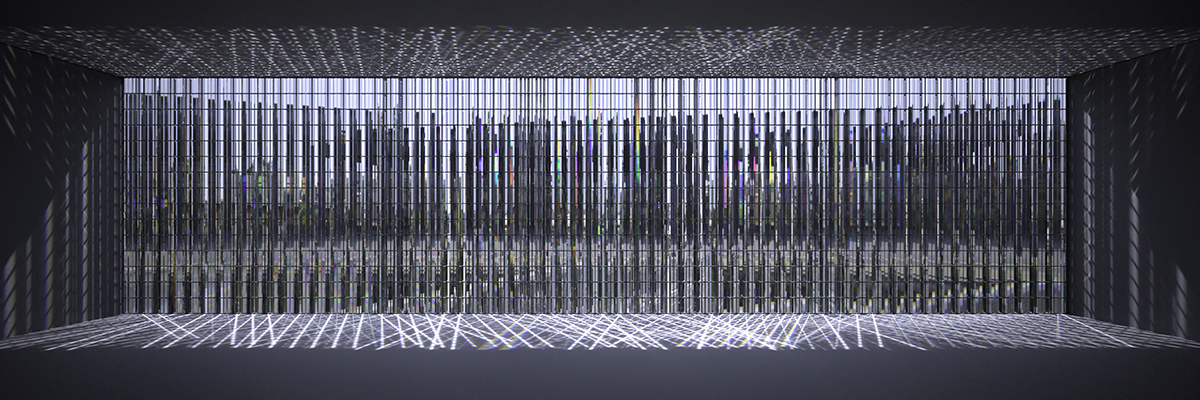
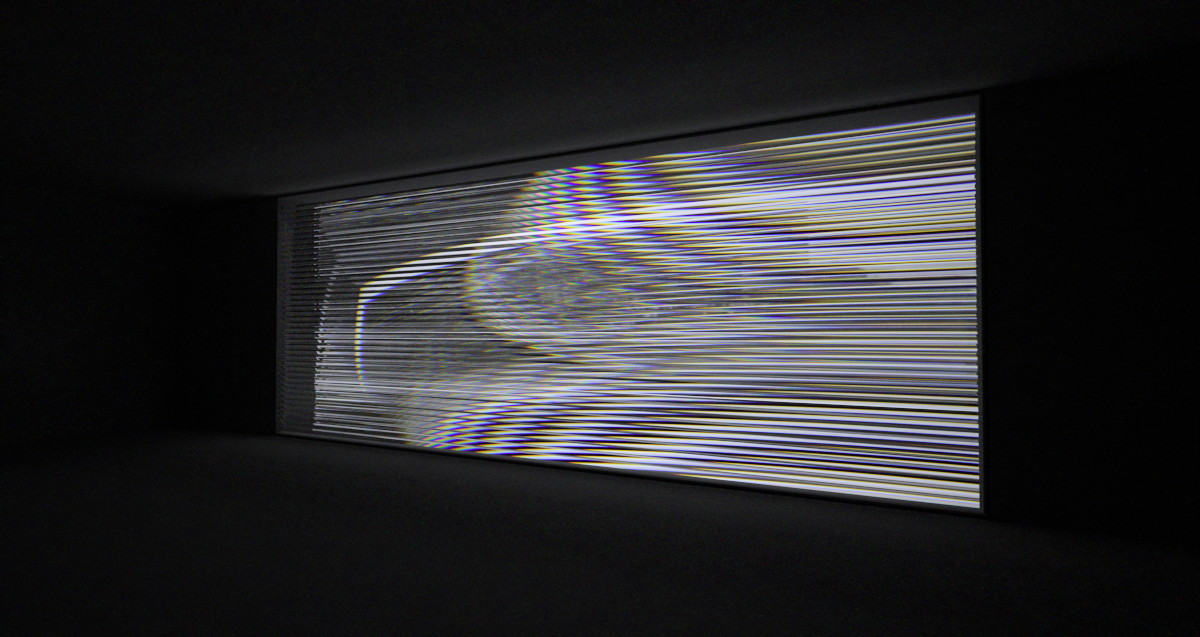
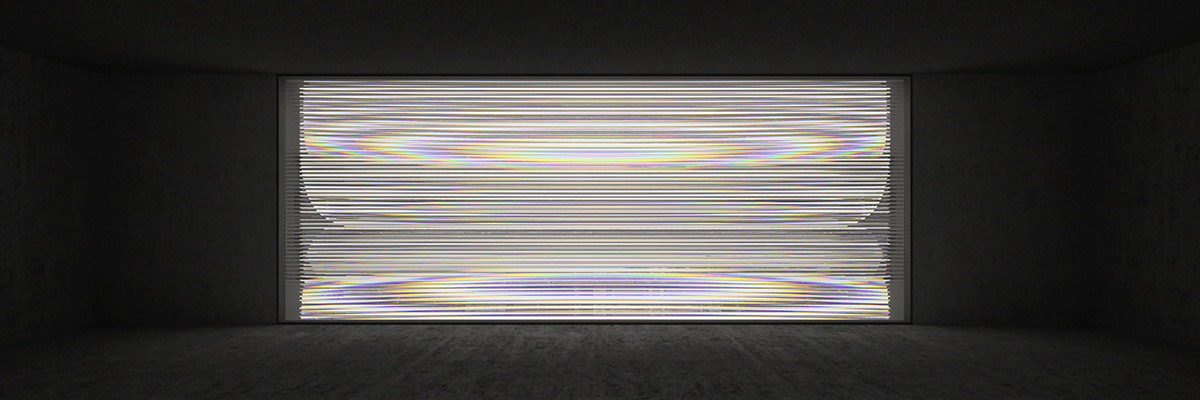
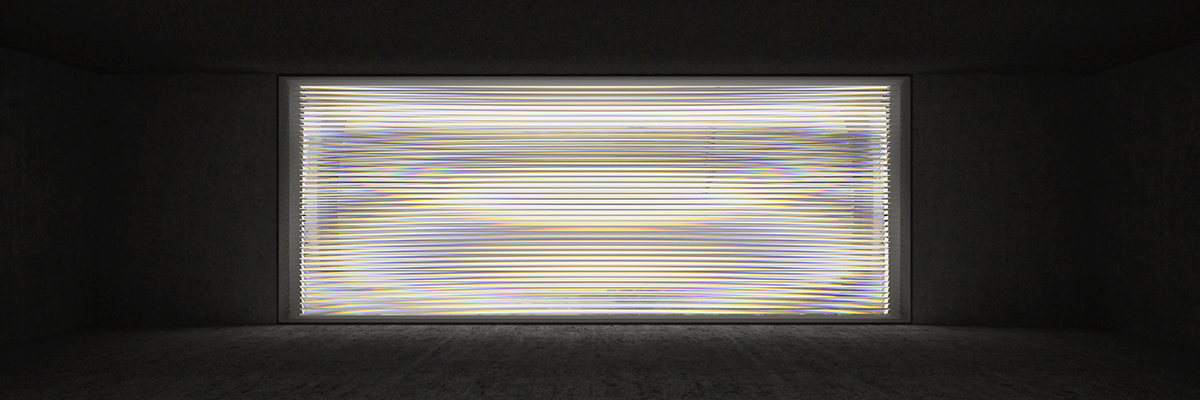
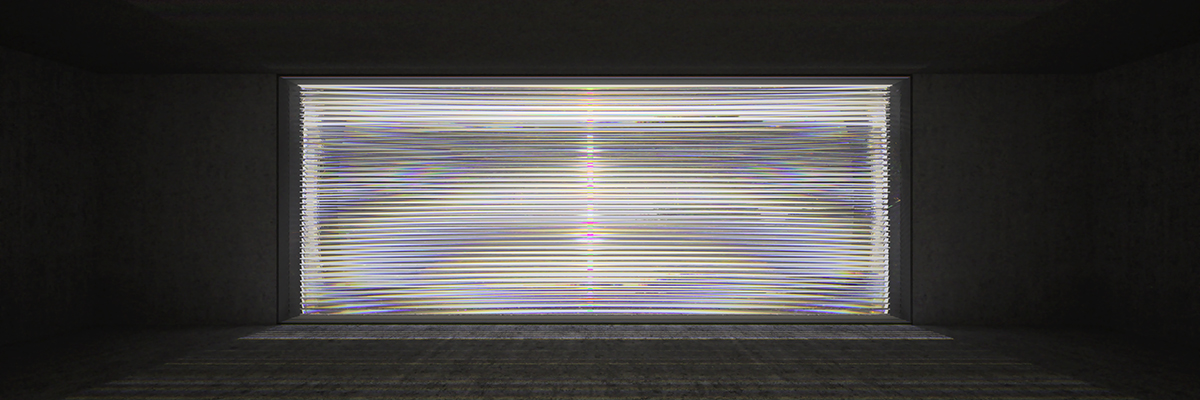
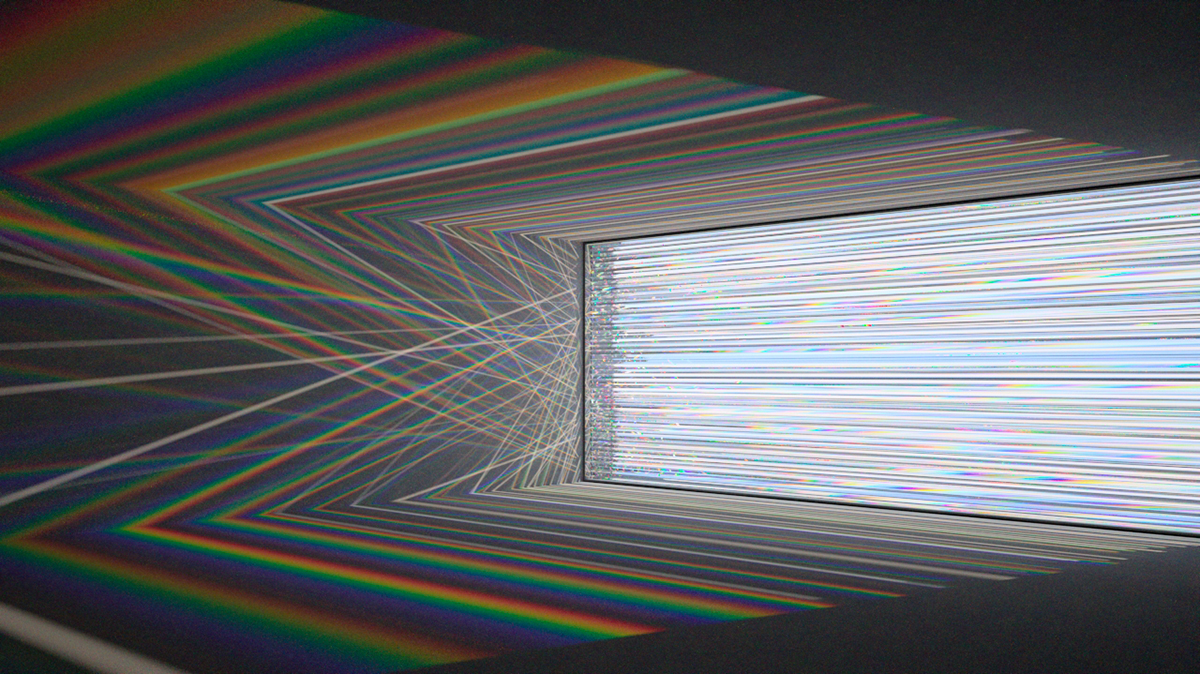
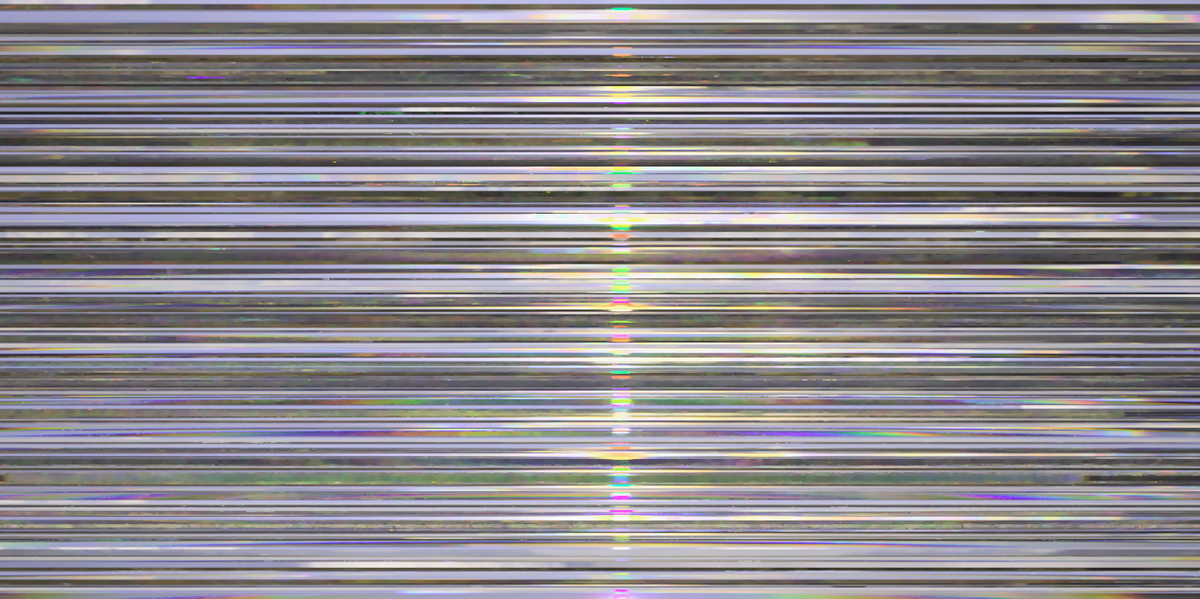
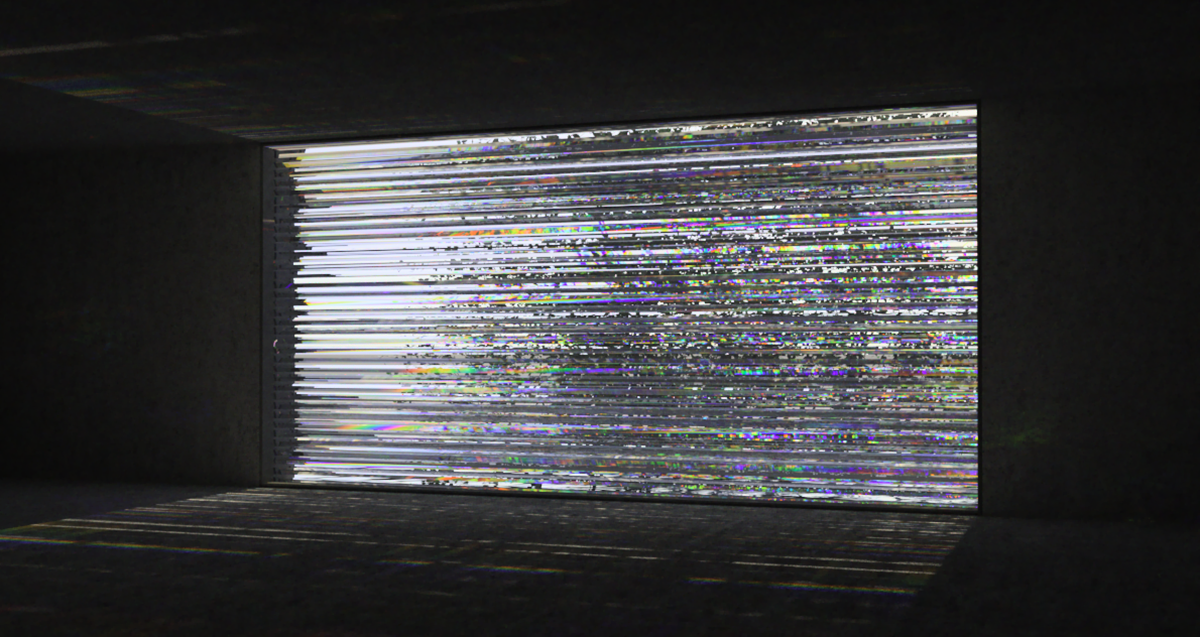
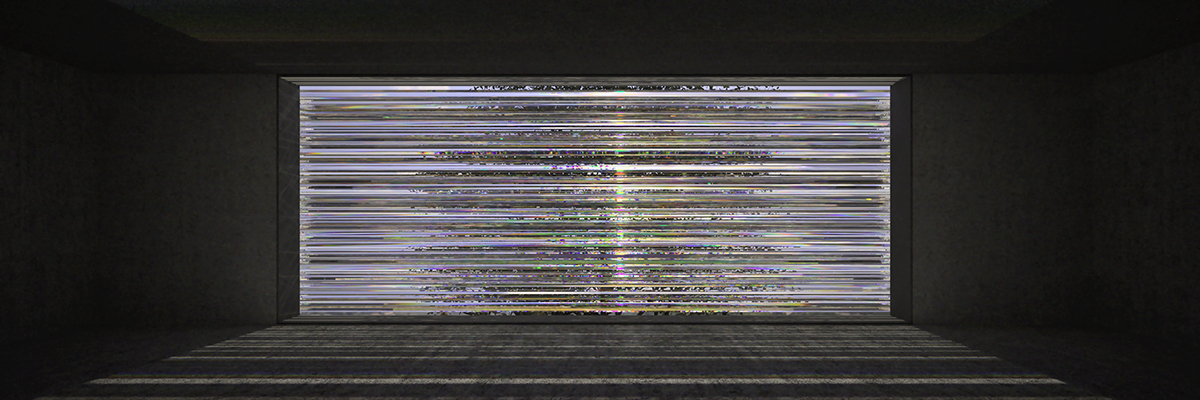
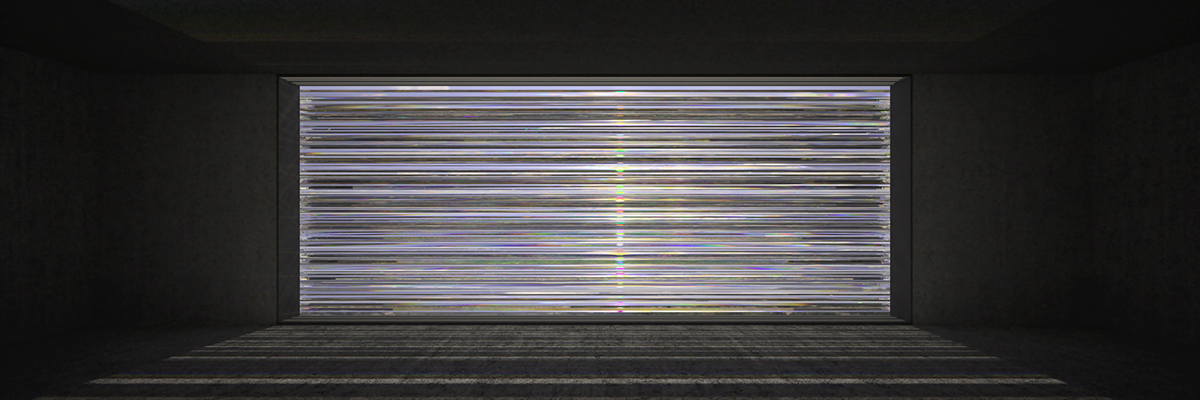
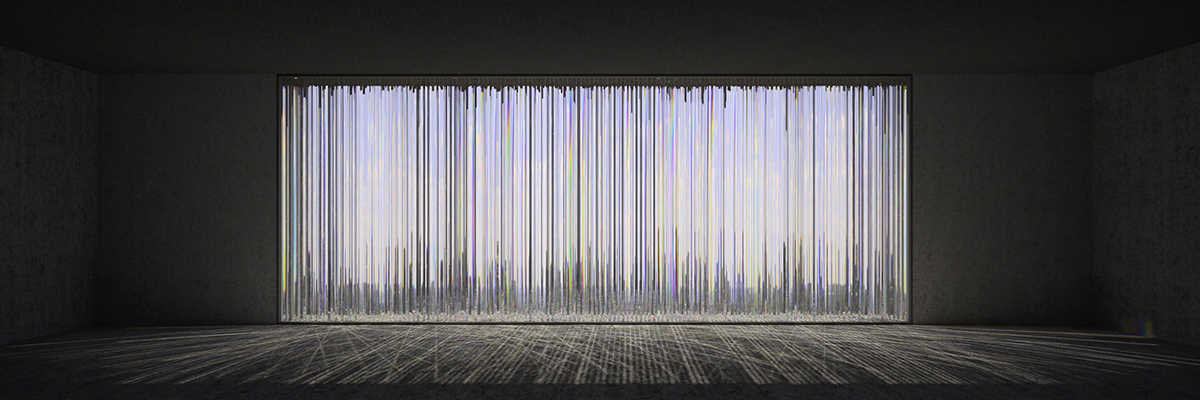
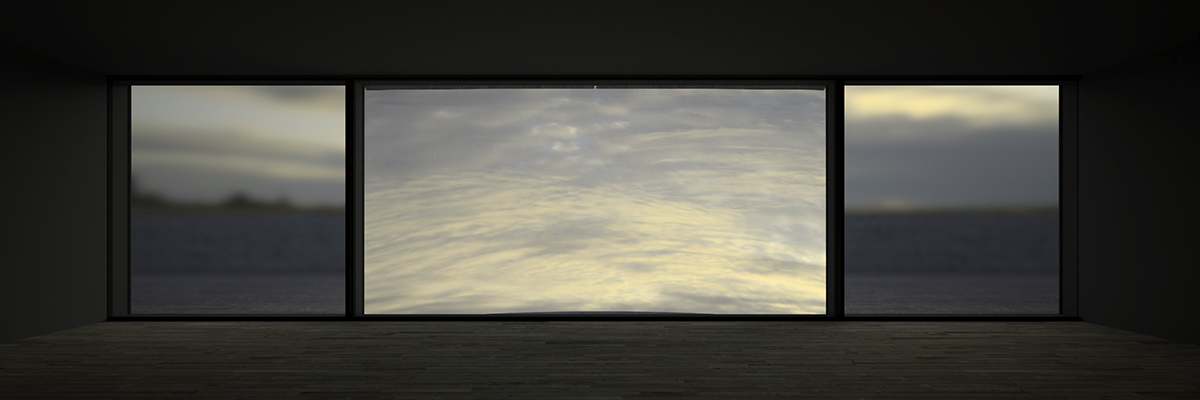
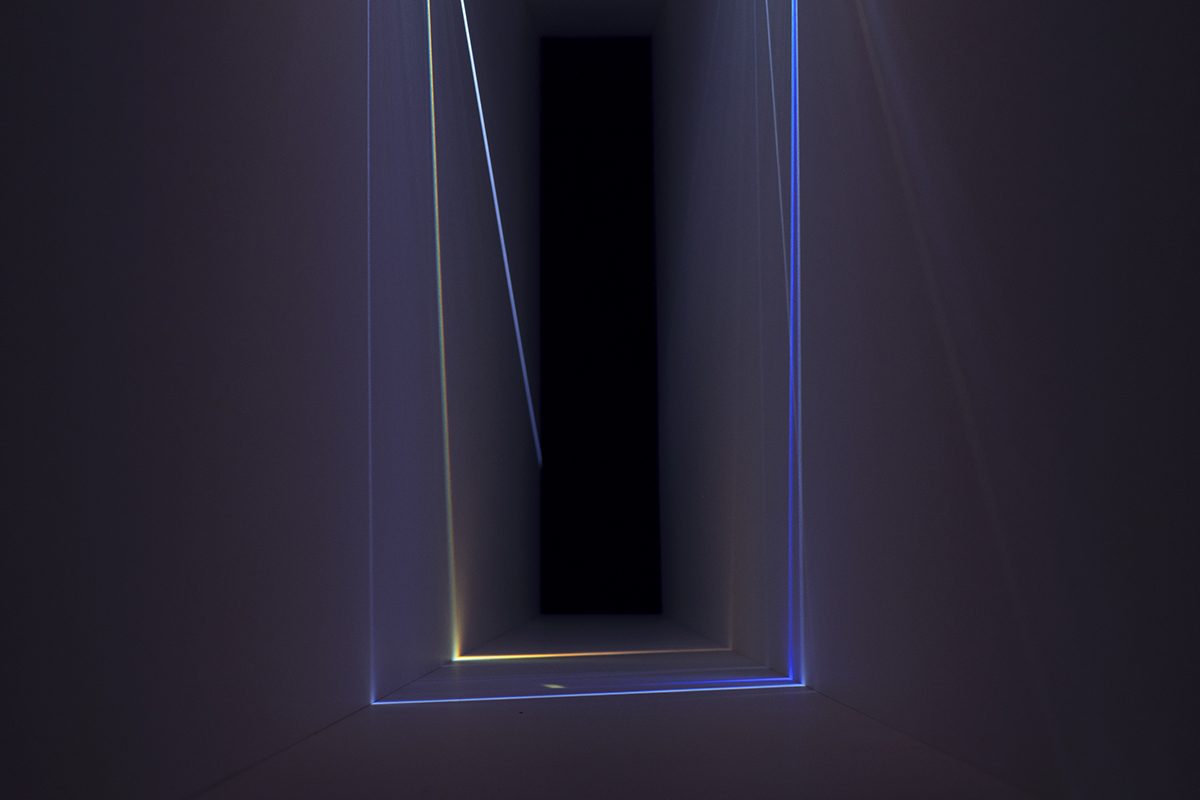
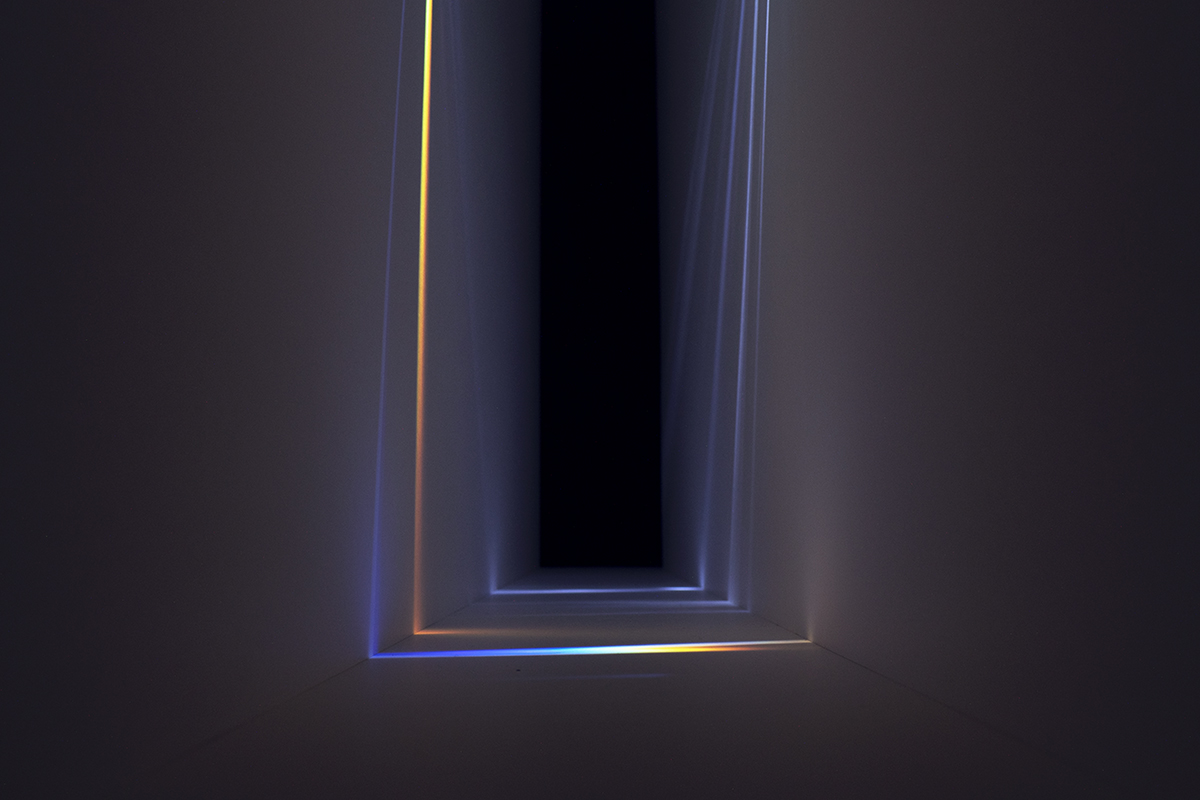
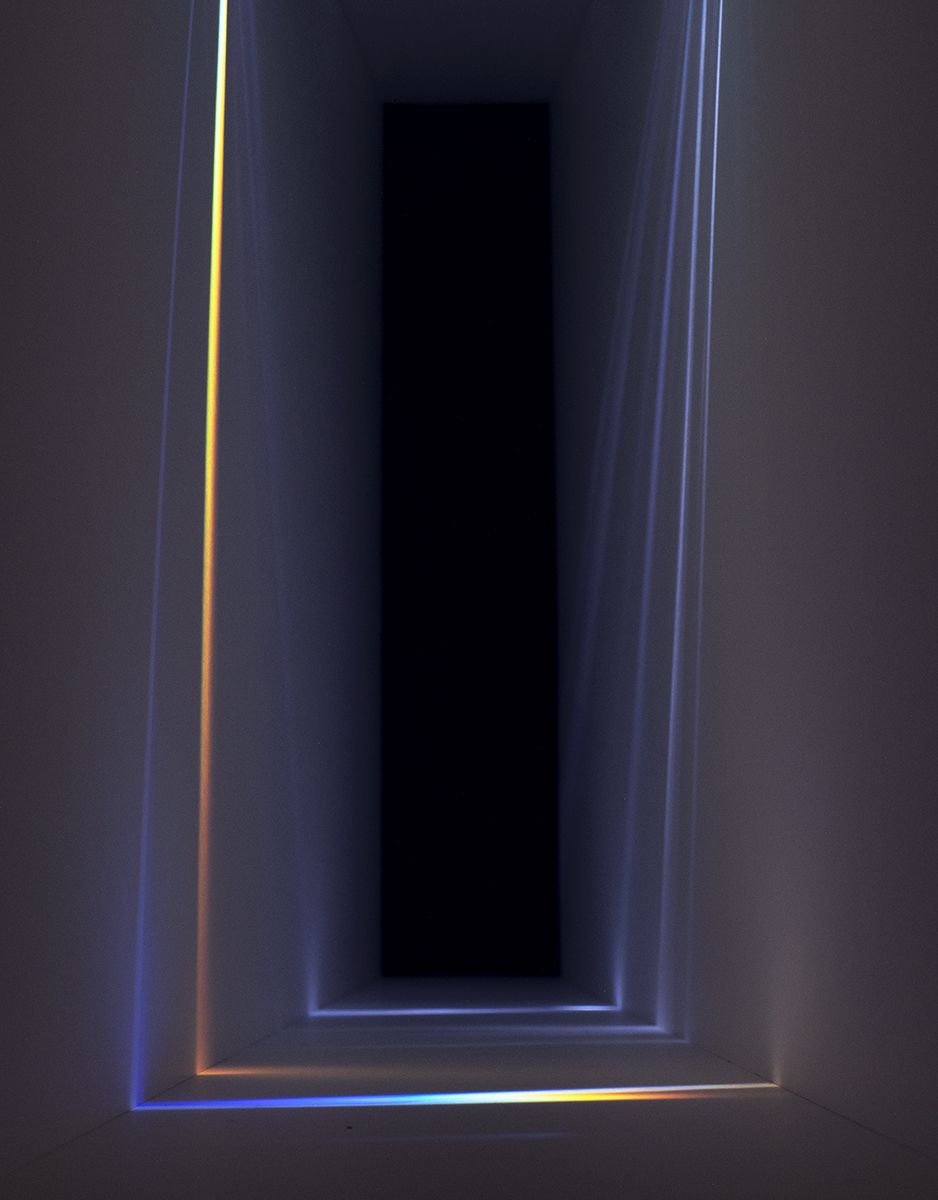
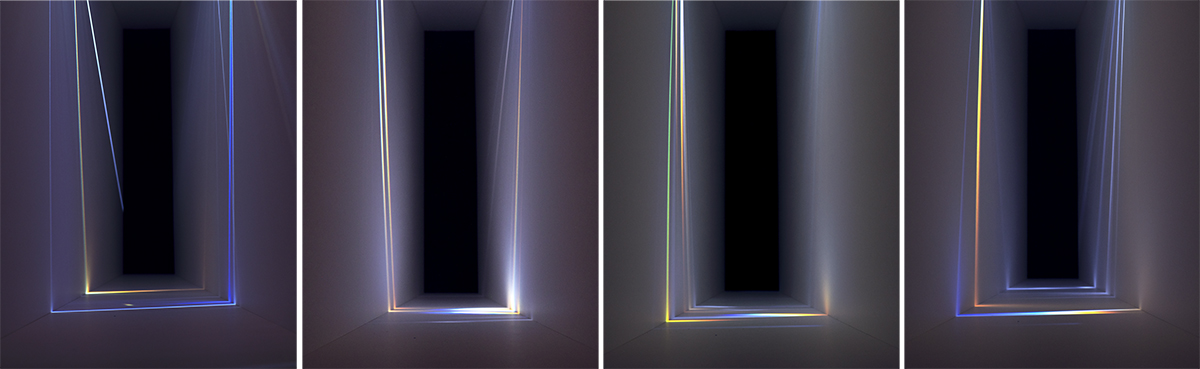
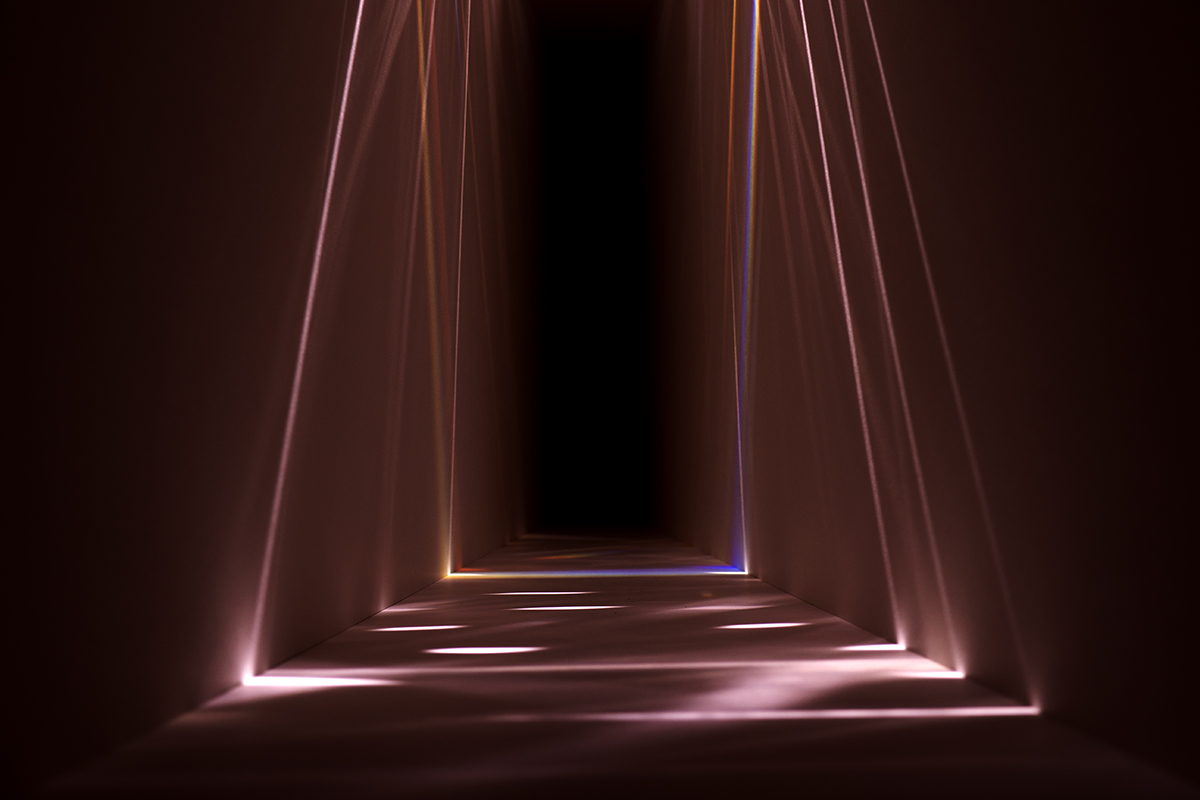
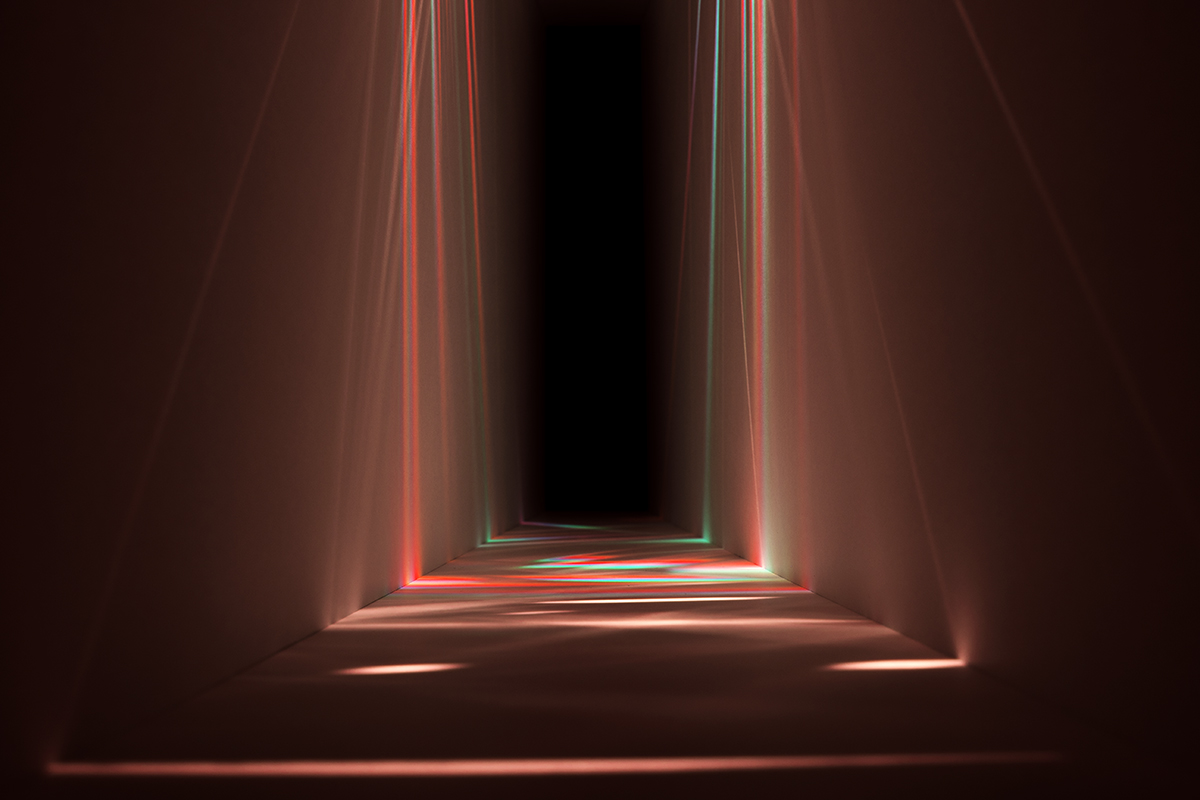
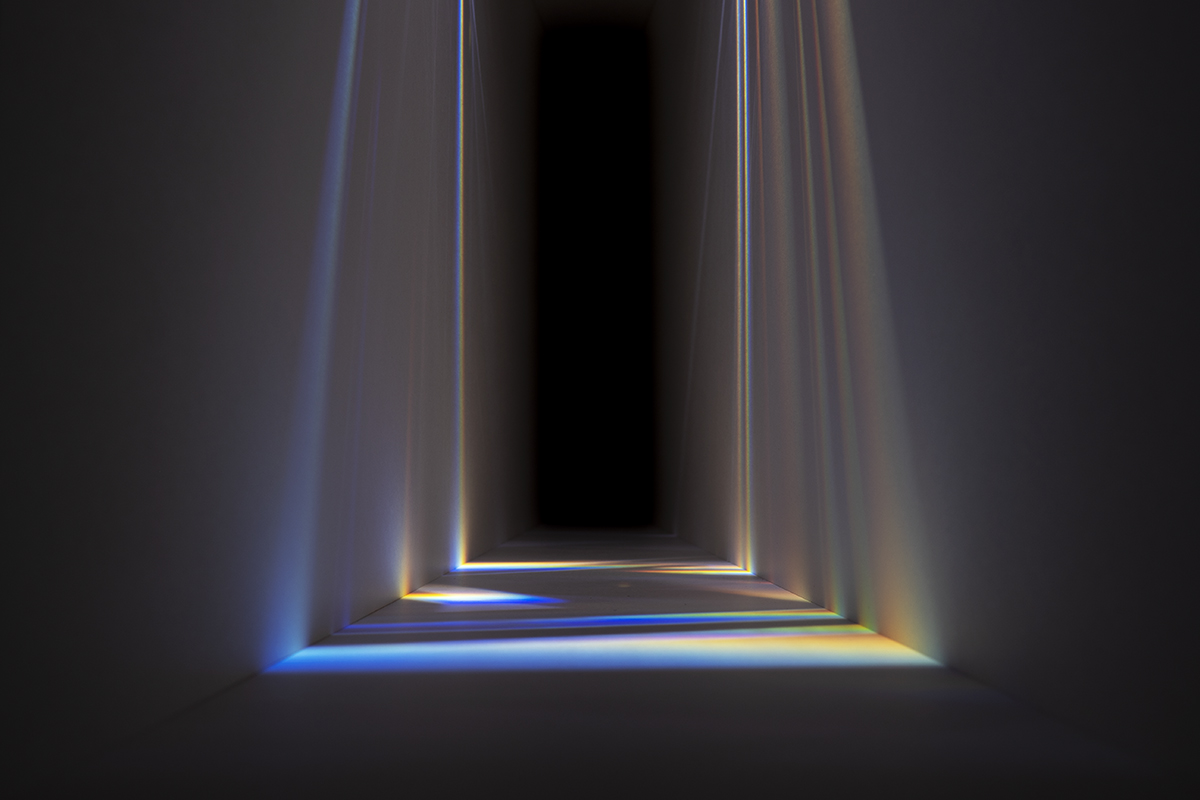
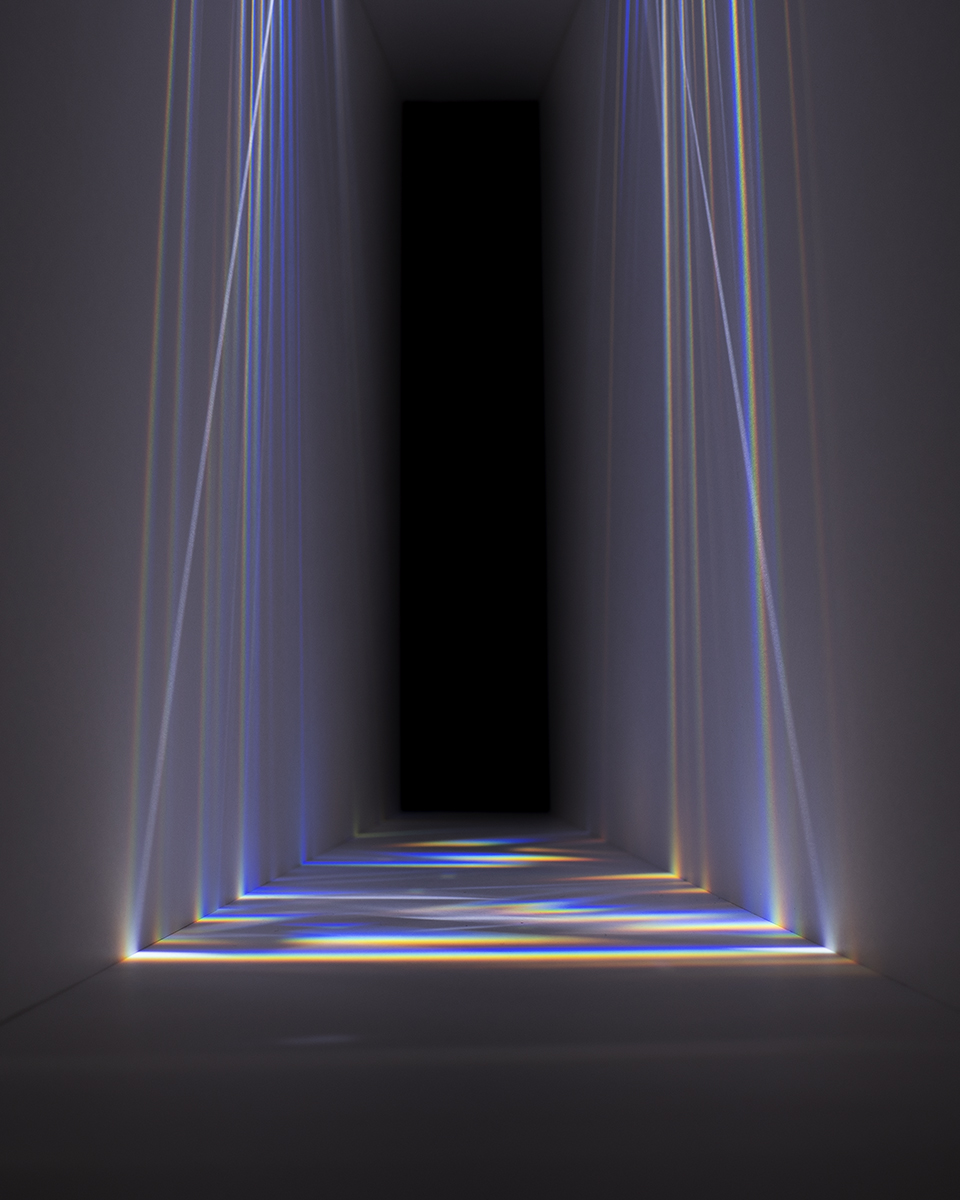
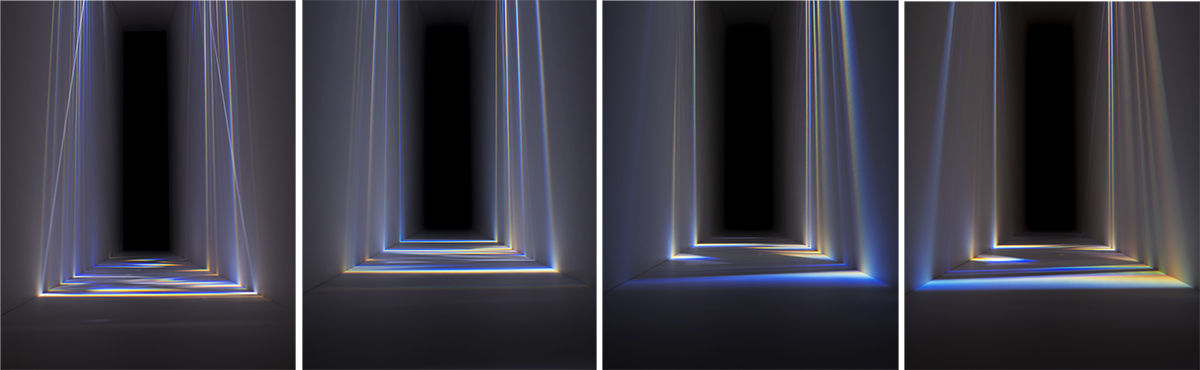
UW_05 Sky is no limit
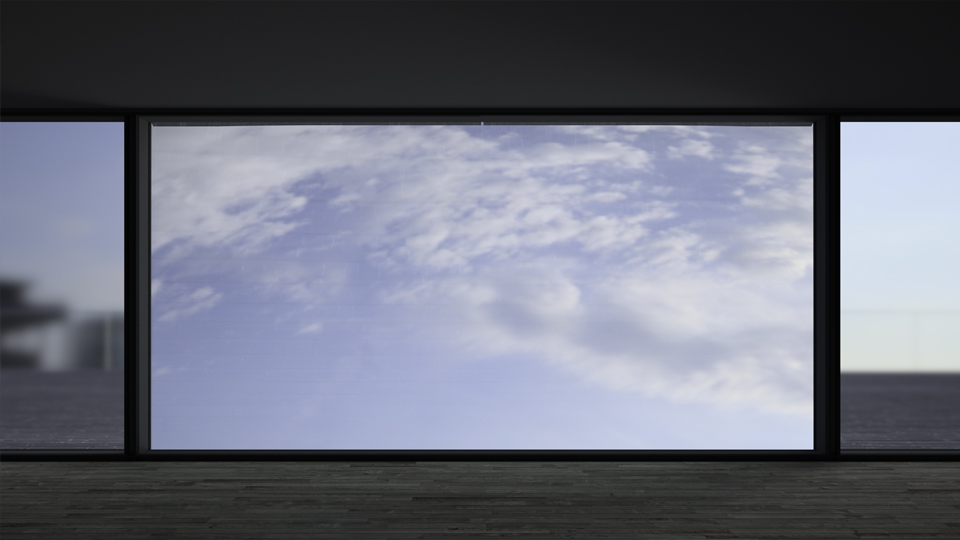
A window is before all an aperture and an interface with the surrounding world. This serie of works explore the making of the window, as an aperture, as an interface, as an instrument of distraction to re-orient, to capture the attention somewhere else, unattended, virtual, colorful, bright, slow, in mutation, subtill, uncomfortable, poetic …
“Sky is not limit “ is a glass wall, engineered to behave as an analogue display which shows the sky and only the sky. The room is being field with the sky, as an entity in constant mutation, without limits
RD4_UW-V_Anim01





-
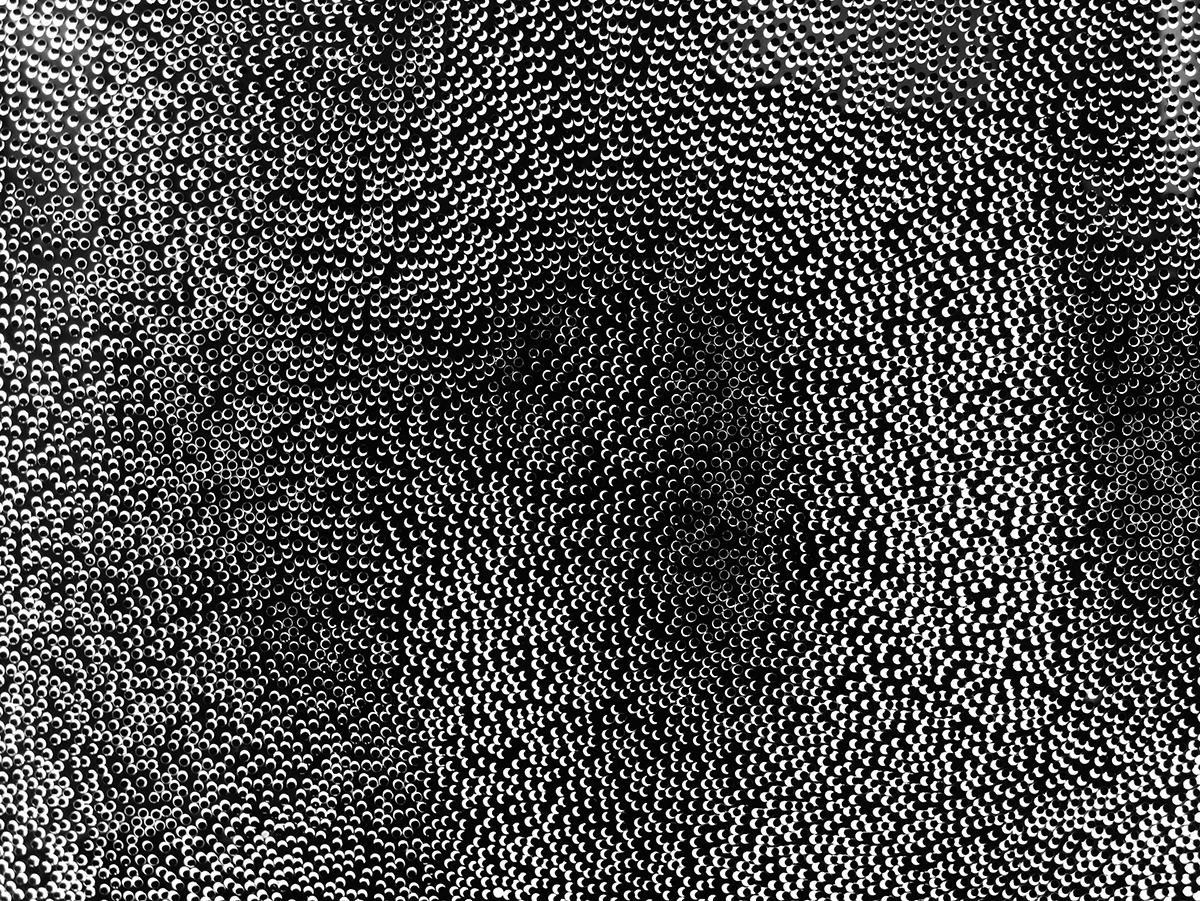
UW_04 Parallax
_P1090571
Archi at work-04
M501_2sm
M501_3sm
M501_4sm
M501_5sm
-
09_PLF8 DEM II S5
_1088738 2-3
DEM-II_03-2
_1088759 2-3
_1088759 P
_PL8 S5 a4
-
09_PLF8 DEM II S4-2
_1088673 red 2-3
DEM-II_03-3
_1088670 red 2-3

_1088664 black

_1088598 P
-
09_PLF8 DEM II S4-1
_1088629 2-3
DEM-II_03-4

_1088598 2-3
_1088664 P
_PL8 S4-1 a4